

Содержание
Предыдущий § Следующий
4-6. ПАЙКА ОБМОТОК, КОЛЛЕКТОРОВ, БАНДАЖЕЙ
Соединение проводников пайкой производится при помощи припоя. По температуре расплавления припои делятся на мягкие (олово — свинец) с температурой плавления до '230° С и твердые (медь — серебро) с температурой плавления 700° С и выше. Существует также промежуточная группа припоев. Из числа мягких оловя-нисто-свинцовых припоев применяются припои марок ПОС-30—ПОС-90 (цифра обозначает процентное содержание олова) с температурой плавления 180° С. Хорошие результаты дает пайка чистым оловом (температура плавления 230° С). Однако вследствие дефицитности этого металла пайку чистым оловом производят лишь в осо-
|
Для якоря |
11 пазов |
Для якоря |
12 пазов |
|
шаги 5 |
и 6 |
шаги |
5 и 7 |
|
1—6 |
5—10 |
1—6 |
6—11 |
|
1—7 |
5—11 |
1—8 |
5—1 |
|
2—7 |
6—1 |
2—7 |
7—12 |
|
2—8 |
6—2 |
2—9 |
7—2 |
|
3—8 |
и т. д. |
3—8 |
и т. д. |
|
3—9 |
3—10 |
||
|
4—9 |
1*1—5* |
4—9 |
|
|
4—10 |
11—6 |
4—11 |
|
|
5—10 |
12—5 |
||
|
5—12 |
12—7 |
бо ответственных электрических машинах при наличии повышенных температур.
Кадмиево-цинково-серебряные припои (ПКДЦ Ср 31) с температурой плавления 250° С применяются для пайки бандажей машин с изоляцией класса Н, а свинцово-серебряные припои (ПССр 2,5) с температурой плавления 280° С, применяются для пайки коллекторов этих машин.
Из числа твердых применяются серебряные припои (П Ср 45—70) с температурой расплавления 660—• 730° С и медно-фосфористые (ПМФ7, МФ-3) с температурой плавления 710—850° С. К припоям предъявляется ряд требований: они должны в расплавленном виде достаточно хорошо проникать в щели между спаиваемыми поверхностями, т. е. иметь достаточную жидкотекучесть, не должны размягчаться при температурах, лежащих по возможности близко к температуре плавления, и обеспечивать достаточную механическую прочность пайки при этих температурах. Место пайки не должно быть хрупким. Пайка должна иметь достаточно низкое электрическое сопротивление и, кроме того, с течением времени это сопротивление, равно как и механические показатели, не должно ухудшаться за счет окисления и старения.
Следует отметить, что припои с большим содержанием свинца более склонны к окислению, а припои медно-фосфористые дают несколько более хрупкие соединения, чем серебряные.
Для того чтобы припой мог дать прочное соединение поверхностей, кроме чистоты их необходимо, чтобы на них не было пленки окислов. При температуре пайки такой пленкой покрыты поверхности любого металла. Для уничтожения пленки окислов служат флюсы: канифоль для мягких паек и бура для твердых. Протравка спаиваемых поверхностей кислотой при пайке токоведущих частей в электрических машинах не допускается, так как кислота разрушает изоляционные материалы.
Канифоль может применяться в твердом виде или в виде спиртового раствора. Бура применяется в виде порошка либо водного раствора. Пайка производится иа-яльной лампой или паяльником. Для ускорения пайки желательно применение электрических паяльников. Для пайки твердым припоем применяются клещи с электронагревом (рис. 4-20) и графитовыми губками,
Мягкими припоями паяют коллекторы и бандажи всех машин, статорные и роторные шины и соединения у машин, изолированных по классу А с невысокими рабочими температурами.
Чисто оловянистым припоем рекомендуется паягь коллекторы и бандажи ответственных машин, у которых возможны значительные перегрузки. Для нормальных машин пайка коллекторов и бандажей может производиться припоем ПОС-30—ПОС-60 с 30—6Э%-ным содержанием олова (ГОСТ 1499-42).
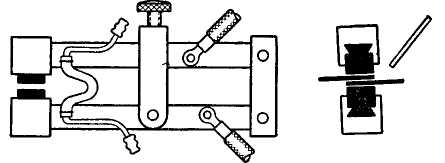
Рис. 4-20. Сварочные клещи.
Твердым припоем паяют: шины (стержни) обмоток машин, имеющих высокие перегревы и изолированных по классу В—Н, неизолированные обмотки короткозамк-нутых роторов, демпферные клетки и т. д. Твердым припоем производится также соединение медных шин в процессе намотки катушек. Тонкие провода во избежание пережога паяют мягкими припоями.
Технология пайки мягкими припоями предусматривает следующие операции: 1) очистка поверхности места пайки; 2) прогрев места пайки до температуры, при которой припой плавится от прикосновения к месту пайки; 3) обильная промазка канифолью; 4) введение палочки припоя путем прижимания ее к щели между спаиваемыми поверхностями; 5) удаление (тряпкой) излишков припоя в горячем состоянии; 6) остывание и смывание остатков канифоли спиртом.
Для лучшего соединения паяемых поверхностей рекомендуется их предварительное облуживание.
Пайка коллекторов производится в наклонном положении для того, чтобы олово не затекло за петушки. Прогрев коллектора паяльной лампой должен производиться весьма осторожно, чтобы не отпустить пластин. Обмотка при этом закрывается асбестовой тканью или
картоном. У малых коллекторов достаточно прогреть петушки паяльником.
То же относится к впайке проводов в ленточные петушки (рис. 4-21). Прорезь в пластине, петушок и конец обмоточного провода должны быть предварительно об-лужены.
Наилучшие результаты дает пайка коллекторов в ванне. При этом якорь устанавливают вертикально коллектором вниз. Торцовую часть петушков ставят на асбестовую прокладку, лежащую на борту стального кольца. Кольцо и коллектор прогревают при помощи электрообогрева до температуры 250° С, после чего петушки обильно промазывают канифолью и в канавку между ними и бортом кольца наливают расплавленное олово или припой.
При этом методе пайки обеспечивается хорошее проникновение олова во все места, подлежащие пропайке.
Олово, естественно, ие должно наливаться выше уровня петушков, чтобы оно не затекало в обмотку.
Для выполнения пайки по указанному способу ремонтный цех должен иметь установку для нагрева и набор сменных колец для разных диаметров коллекторов.
Весьма удобным (в особенности в условиях ремонта) является способ нагрева петушков при пайке коллекторов, согласно которому коллектор охватывается медным хомутом или проводом, обеспечивающим хороший контакт с пластинами. Один конец от сварочного трансформатора подводят к этому хомуту, а второй конец — к паяльнику, представляющему собой медный стержень с графитовой накладкой, укрепленный в рукоятке из изоляционного материала. Прикосновением графитовой накладки к петушку его разогревают до нужной температуры.
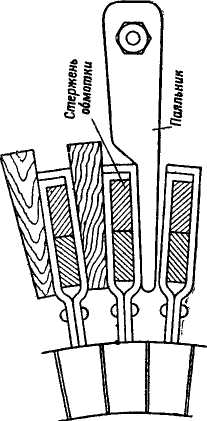
Рис. 4-21. Пайка петушков.
Пайка Шин двухслойной обмотки предусматривает подготовку, т. е. охват шин скобочкой и расклиновку их медным клином (рис. 4-22). Ротору дается легкий наклон для предотвращения затекания олова в обмотку.
Если шины имеют большое сечение, а скобочка большую длину, то для облегчения пропайки всей поверхности в скобе делают прорези или круглые отверстия (рис. 4-'23). Пайка может быть хорошо выполнена толь-
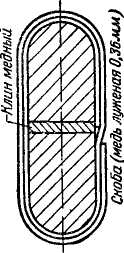
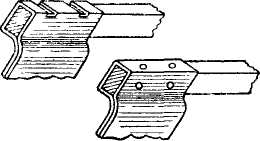
Рис. 4-22. Подготовка
стержней роторной
обмотки к пайке.
Рис 4-23. Скобка с отверстиями.
ко в том ■случае, если внутри скобки с расклиненными шинами не остается пустот. В противном случае припой будет вытекать и пайка получится непрочной.
Пайка бандажей после их намотки заключается в равномерной пропайке тонким слоем олова рядом лежащих витков бандажной проволоки, так что образуется как бы сплошной пояс. При этом не должно быть мест, где олово наложено настолько толстым слоем, что закрывает витки бандажной проволоки.
Пайку проводов твердым припоем производят в следующей последовательности: 1) подготовка торцов; 2) разогрев до темно-красно-малинового цвета; 3) посыпание бурой до полного закрытия слоем расплавленной буры концов провода; 4) дальнейший нагрев до момента расплавления припоя, после чего необходимо прекратить нагревание; 5) осмотр и опиловка места пайки; проверка прочности ее на изгиб. Припой в виде листочка закладывают между торцами провода. Для прямоугольной меди большого сечения стык выполняют наискось (угол 65°). Концы вкладывают в зажимы и закрепляют один плотно, другой свободно. Нагрев места пайки производят паяльной лампой, автогенной горелкой или электроклещами (рис. 4-20).
Пайка шин может производиться аналогичными клещами с угольными губками. Припой в виде листочка закладывают под скобу, которая сжимается клещами. На короткое время, необходимое для расплавления припоя, включают ток.
Хорошие результаты дает пайка припоем из фосфористой меди МФ-3 (температура плавления 720—740° С).
.Подлежащие пайке поверхности очищаются шкуркой и сдавливаются электроклещами. Включением тока место пайки нагревается до 750—800° С, и одновременно кромки спаиваемых поверхностей промазываются припоем. Благодаря высокой текучести этого припоя он распределяется по всей поверхности. Для лучшего растекания припоя плоскость спая желательно расположить наклонно или вертикально.
Пайка алюминиевых проводов и шин усложняется тем обстоятельством, что алюминий сильно подвержен окислению. Для пайки алюминиевых проводов между собой и с медными проводами разработаны специальные припои [Л. 1] с температурой плавления 160—450° С, содержащие в основном цинк, олово и добавки: алюминий, медь, серебро, кадмий.
Алюминий можио паять оловом при применении ультразвукового паяльника. Такой паяльник имеет, кроме нагревателя, обмотку, питающуюся током частотой 20 000 гц, охватывающую стальной сердечник из специального сплава. Рабочий конец паяльника при этом совершает высокочастотные колебашия, разрушающие окисные планки.