

Содержание
Предыдущий § Следующий
4-8. РЕМОНТ БАНДАЖЕЙ
Неисправности бандажей указаны в табл. 4-1.
Намотка новых бандажей производится по данным старых. Данные размотанного бандажа заносятся в обмоточную записку. Если применяется проволока другого
Неисправности бандажей
Таблица 4-1
сечения, то количество витков изменяют так, чтобы получить прежнее общее сечение бандажа {сечение бандажа пропорционально квадрату диаметра проволоки и числу проволок (витков)].
Бандажи должны прочно удерживать обмотку, препятствуя центробежной силе при вращении ротора или якоря выбросить ее из пазов. Чем больше число оборотов и вес меди обмотки, тем больше центробежная 'сила, тем прочнее должен быть бандаж, т. е. больше должно быть его общее поперечное сечение.
Бандажировку производят стальной бандажной проволокой с пределом упругости 160 кГ/мм2. Бандажи лобовых частей должны быть поставлены в тех местах, где обмотка опирается на обмоткодержатель или нажимную шайбу (рис. 4-27).
У быстроходных машин бандажи накладывают по мере укладки обмотки на уравнительные соединения и на нижний и верхний слои обмотки. При таком большом сечении бандажей через них замыкается поток рассеяния пазов, что для машин постоянного тока ухудшает коммутацию. Кроме того, поток рассеяния главных полюсов вызывает в бандажах токи, нагревающие их. Поэтому для быстроходных машин применяется немагнитная стальная или бронзовая бандажная проволока.
|
Неисправность |
Причины |
Ремонт |
|
|
1. |
Раз рыв |
1. Слишком большое |
Перебандажировка |
|
число оборотов ро- |
Усиление сечения бандажа |
||
|
тора 2. Механические по- 1 |
|||
|
вреждения (заде- ! |
Перемотка |
||
|
вание ротора за | |
|||
|
статор) J |
|||
|
2. |
Распайка |
Низкая температура |
Перепайка оловом, при- |
|
плавления припоя |
поем КДЦСр31 |
||
|
Разогрев вихревыми |
Разделение бандажа по ши- |
||
|
токами |
рине на более узкие бан- |
||
|
дажи |
|||
|
3. |
Ржавление |
Содрана полуда |
Очистка, полуда, покраска |
|
4. |
Сползание |
Слабый натяг при бан- |
Перебандажировка с пред- |
|
дажировке |
варительной сушкой под |
||
|
временными бандажами |
|||
Применяемые для бандажировки станки имеют фрикционную передачу и тормоз, действующие от ножной педали, что позволяет получить моментальную остановку и плавный пуск станка. Привод якоря осуществляется переставным пальцем на планшайбе станка, упирающимся в поводок, закрепляемый на валу якоря. Для бандажировки может быть также использован токарный станок.
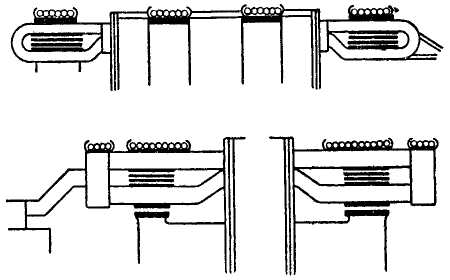
Рис. 4-27. Бандажировка.
а —якорь, б — якорь, ротор с тинной обмоткой и добавочными бандажами на местах пайки головок.
Для равномерной укладки витков вплотную один к другому у бандажировочных станков предусматривается специальный передвижной суппорт, направляющий проволоку через фибровую колодочку или ролик.
Для бандажировки якорей большого габарита, которые не могут быть поставлены на станок, применяются редукторные привода, вращающие якорь на каких-либо стойках или собственных подшипниках. В последнем случае вкладыши заменяются деревянными смазанными вазелином колодками.
Для якорей с диаметром до 500 мм бандажи могут быть наложены при вращении якоря от руки при помощи двух рычагов. Расчет усилия может быть сделан на основании рекомендуемого натяжения для стальной проволоки по данным табл. 4-2. Для натяжения проволоки служат натяжные приспособления по типу, изображенному на рис. 4-28. Количеством оборотов проволоки вокруг роликов можно отрегулировать желаемое натяже-
Таблица 4-2
Натяжение стальной проволоки при бандажировке
ние. Величина натяжения должна измеряться. Для этой цели хвостовик натяжного приспособления по рис. 4-28 цепляется к крюку динаномометра. В бандажировочных станках для измерения натяжения динамометр встраивается между роликами суппорта, направляющими проволоку.
Для многослойных бандажей натяжение при намотке каждого последующего слоя уменьшается на 10%. Бухту бандажной проволоки кладут на вертикальную конусную катушку, которая не должна свободно вращаться во избежание распускания или запутывания провода. Намотку бандажа начинают с наложения от руки
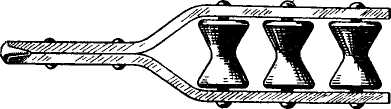
Рис. 4-28. Ролики для натяжения бандажей проволоки.
на сердечник якоря нескольких витков бандажной проволоки, ложащихся поверх идущего с бухты конца проволоки. Образовавшаяся петля при пуске бандажировочно-го станка затягивается и начинает тянуть бандажную проволоку с бухты. Рукой через тряпку проволоку направляют витками вразбежку до места, где начинается укладка бандажей. Под бандаж ставят прокладки из пропитанного электрокартона (класс А), миканита или асбестового полотна. Прокладки должны быть шире бандажа на 10—12 мм. По мере намотки проволоки прокладки кладут по окружности якоря в стык одна к другой. Вновь намотанные витки плотно подбивают к намотанным ранее при помощи фибровой подбойки и молотка. Через каждые 70—90 мм под проволоку кладут полоски жести толщиной 0,3—0,5 мм, шириной 10 мм. Длину полосок берут больше ширины бандажа на 20 мм
|
Диаметр проволоки, мм |
Рекомендуемое натяжение, кГ |
|
0,8 1,2 1,5 2 |
30—40 50—60 65—80 100—120 180—200 |
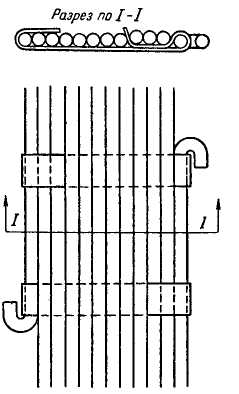
с тем, чтобы после намотки бандажа концы их можно было загнуть на бандаж и пропаять. Кроме этих полосок, кладут две замочные полоски (скобки), которые удерживают концы бандажа (рис. 4-29).
Намотанный бандаж пропаивают в нескольких местах после чего несколькими витками вразбежку перехо-
дят к соседнему бандажу. Когда таким образом будет намотано несколько рядом лежащих бандажей, отделяют проволоку от бухты. Концы бандажей заводят в петлю замочной скобки. Петлю затягивают за конец и пропаивают. Конец проволоки загибают и пропаивают. Пайку скобок проверяют на отгиб тонким ножом. Кроме замочных и нормальных скобок, для удержания узких бандажей между узким и соседним широким бандажами также кладут скобки. Во избежание на-грева токами эти скобки должны ставиться на расстоянии двойного полюсного деления одна от другой.
Окончательная пропайка бандажей производится тонким слоем припоя по всей поверхности его, причем не должно быть наплывов припоя.
При укладке бандажа нужно следить за тем, чтобы натяжение было не слишком большим и чтобы бандаж не врезался в обмотку. С другой стороны, при слабом натяжении бандаж может сползать.
Для того чтобы предотвратить сползание бандажей на якорях с миканитовой изоляцией, рекомендуется на разогретый до 70—90° С якорь наложить временный бандаж для осаживания секций. По этим же соображениям не рекомендуется наложение постоянных бандажей до сушки и пропитки якоря. Сушку и пропитку следует делать с временным бандажом, а затем накладывать постоянный.
Временный бандаж для осаживания секций наматывается вразбежку поверх установленных на пазах дере-
Рис. 4-29. Замочные скобки для укрепления бандажей.
вянных брусков, имеющих ширину, приблизительно равную ширине паза.
Если лобовые части покрыты чехлом, то чехол заводится под бандаж. До укладки обмотки чехол со стороны привода бандажируется шпагатом к обмоткодержа-телю, затем заворачивается на головку обмотки и заводится под первый бандаж на сердечнике якоря.
Рис. 4-30. Приспособление для намотки бандажей.
На рис. 4-30 показано приспособление для бандажи-ровки, не требующее приложения больших усилий для вращения якоря (ротора).
Нуж1ное число витков бандажной проволоки наматывают на якорь без натяжения; начало и конец проволоки закрепляют на якоре (роторе).
После этого на предварительно надетый на проволоку ролик надевают груз и вращением якоря укладывают бандаж.
Величина груза Q определяется по формуле
где Р — величина натяжения проволоки по табл. 4-3.
Размеры D, d, I см. рис. 4-30. В последнее время для бандажировки якорей начали применять специальную прочную стеклоленту [Л. 1].