

Содержание
Предыдущий § Следующий
6-4. СБОРКА ПЛАСТИН
Комплект пластин собирают на гладкой илите. Пластины ставят вертикально. Между ними располагают изоляционные прокладки, нарезанные по размеру пластин. Если изоляция должна выступать за петушок, то при заготовке миканита дают соответствующий припуск и сборку ведут на плите со специальными ирорезями по
числу пластин (рис. 6-5). При сборке вертикальность пластин проверяют по угольнику, чтобы в коллекторе не получилось перекоса их.
Собранный комплект пластин обвязывают проволокой и на него надевают прессовочное кольцо.
Существует несколько типов прессовочных колец (рис. 6-6). Для ремонтных цехов удобнее применять кольца по рис. 6-6,в и г, в которых комплект пластин прессуют равномерным подтягиванием расположенных по окружности кольца болтов. Плашки при этом нажимают на среднюю часть пластины. Прессовка производится так, чтобы комплект принял форму правильного цилиндра. После запрессовки комплекта в кольцо он нагревается до 180—200° С и производится повторная равномерная подтяжка болтов.
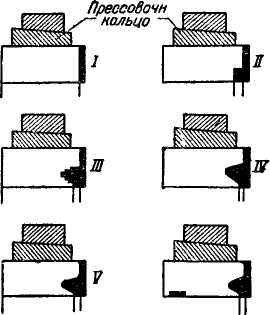
Запрессованный комплект ставится на токарный или карусельный станок (в зависимости от размеров) и производится обработка поверхностей ласточкиных хвостов. Последовательность обработки (рис. 6-7) следующая:
Рис. 6-5. Сборка пластин коллектора на диске.
Операция / — обработка комплекта со стороны петушков. Если коллектор имеет выступающую изоляцию, то задний торец петушка не обрабатывается и лишь воз-

Рис 6-6. Кольца для прессовки комплекта пластин коллектора.
можно точно выверяется при установке; операция // — заточка до начала ласточкина хвоста; операция///—грубая проточка ласточкина хвоста; операция IV— чистовая обточка конусных поверхностей. Эта операция производится резцом с напайкой твердого сплава на большой скорости >= 200 м/мин и самой малой подаче с тем, чтобы получить совершенно гладкую и чистую поверхность без за-волочек и заусенцев, замыкающих между собой пластины. Операция V—обработка углубления ласточкина хвоста, операция VI — проход контрольной заточки для центровки коллектора после перевертывания За-
Ш
Рис. 6-7 Последовательность обработки пластин коллектора.

тем коллектор перевертывается, центрируется и производится предварительная обработка торца. Оставляется припуск для окончательной обработки торца после посадки коллектора на якорь и присоединения обмотки.
Окончательной обработке подвергают лишь часть торца, чтобы не подрезать изоляционный конус.
Аналогично ведут обработку второго ласточкина хвоста. Грубая обработка наружной поверхности коллектора производится после сборки коллектора, чистая — после пайки обмотки на якоре. Расточка ласточкина хвоста ведется по шаблону (рис. 6-8).
При ремонте установка шаблона делается по старой выточке, и при обработке ласточкина хвоста на новом коллекторе шаблон должен несколько не доходить (рис. 6-8), так как при последующих прессовках диаметр комплекта уменьшится.