

Содержание
Предыдущий § Следующий
6-5. СБОРКА КОЛЛЕКТОРА
После токарной обработки комплекта коллекторы собирают. Основное условие сборки — это чистота всех собираемых деталей, верстака, рук и спецодежды сборщика. Поэтому все меры должны быть приняты для предотвращения попадания в коллектор 'пыли, грязи, металлической стружки и т. д. Загрязнение внутренних полостей коллектора вызывает замыкание между пластинами, которое либо потребует переборки коллектора, либо обнаружится в эксплуатации, вызвав аварию машины. Втулка коллектора должна быть тщательно окрашена внутри эмалью. Комплект пластин тщательно проверяется на отсутствие заусенцев, заволочек, случайно прилипшей стружки и т. д.
Сборка производится в следующей последовательности.
На втулку коллектора надевают изоляционный конус, затем кладут комплект пластин, вставляют изоляционный цилиндр, накладывают нажимную шайбу с надетым изоляционным конусом и завертывают гайку. По-
Рис. 6-8. Шаблон для измерения выточки в пластинах.
ложение пластин по отношению к шпоночной канавке коробки в соответствии с разметкой якоря точно устанавливается при помощи приспособления Щель между пластинами и изоляционным конусом закрывается временным веревочным бандажом для защиты от попадания грязи
Собранный таким образом коллектор (с прессовочным кольцом) нагревают до 160° С и прессуют
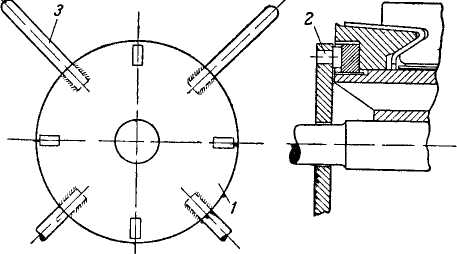
Рис. 6-9. Ключ для завертывания гайки коллектора
В зависимости от размеров коллекторов и технологических возможностей прессовка производится либо под прессом (коллектора небольшого диаметра), либо путем равномерной крестообразной подтяжки стяжных болтов, либо гайки коллектора.
При этом затяжку болтов и гайки производят с помощью специальных ключей с определенной длиной рукоятки при определенном усилии.
Если прессовка производится под прессом, то давление пресса прикладывается к коробке (втулке) коллектора и нажимной шайбе. Величина его зависит от размеров коллектора и ориентировочно указана в табл 6-2.
Под прессом подтягивают болты или гайку коллектора (рис. 6-9).
После этого коллектор освобождают от прессовочного кольца, проверяют на лампочку замыкание между пластинами, расчищают заволочки так, чтобы проверка на лампочку показывала отсутствие замыканий между пластинами. После этого производят вторичный нагрев
Таблица 6-2
160° С, прессовку и подтяжку гайки, а затем третий нагрев до 160° С и разгон горячего кол лектора.
Операция разгона заключается во вращении коллектора при скорости в 2—2,5 раза больше номинальной в течение 15— 30 мин, проводится она для уплотнения изоляционных конусов коллектора. Перед разгоном коллектор должен быть отбалансирован.
После разгона производят последнюю подтяжку, затем грубую обработку наружной поверхности, проверку
Таблица 6-3
Испытательное напряжение для изоляции коллектора от корпуса
|
Рабочее |
Испытательное напряжение в течение 1 мин. в |
|
|
напряжение, в |
новый коллектор |
бывший в эксплуатации |
|
150 600 1500 3 000 |
3 000 5 500 7 000 11000 |
1500 2 750 3 500 5 500 |
Таблица 6-4 Испытательное напряжение для изоляции между пластинами коллектора
|
Толщина изо- |
Испыта- |
|
ляции между |
тельное |
|
пластинами, |
напряже- |
|
мм |
ние, в |
|
0,4 |
200 |
|
0,6 |
300 |
|
0,8 |
400 |
|
L |
500 |
на отсутствие замыканий между пластинам'и, испытание изоляции на корпус и между пластинами (табл. 6-3 и 6-4).